

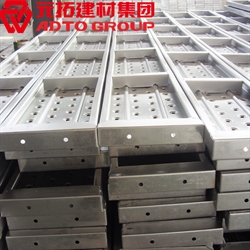
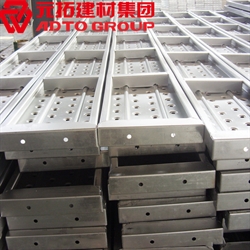
冲压型钢防滑跳板冷折弯机
冲压型钢防滑跳板冷折弯机在操作过程中有很多的要求,比如在操作上遇到操作异常怎么处理,等等方面都是需要掌握的,才能维持机器的持久性。使用在工程上的钢板冲压扣件也是用到机器上的配件之一。冲压扣件生产工艺流程都是经过很多过程,由钢板经冲压机出成毛坯后,将毛坯加热,用冲压机冲出盖板的形状,工件冷却后入冲孔冲压机冲出螺栓孔,然后将工件放到撅嘴机上,在开口孔的外侧两边各撅起一凸起后成型。配合使用冲压扣件在冲压型钢防滑跳板冷折弯机。一般操作者要严格按照折弯机的安全操作规程操作,如在操作过程中发现异常,应立即停止操作,停机检查原因。折弯机安全操作规程如下:

1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。
2、开机前应将上、下模具清理、擦拭干净。
3、检查托料架、挡料架及滑块上有无异物,如有异物,应清理干净。
4、按所折板料厚度、选择适当模口,模口尺寸一般等于大于8倍板料厚度。
5、由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN。
6、折弯狭板料时,应将系统工作压力适当降低,以免损坏模具。
7、调节滑块行程时,应保证调量小于100,以免损坏机器。
8、折弯前,应将上下模具间的间隙调整均匀一致。
9、折弯时,不可将手放在模具间,狭长小料不可用手扶。一次只许折弯一块料,不许多块分节同时折弯。检查油箱油位,启动油泵检查液压管道、油泵有无异常。
10、折弯板料应放在模具中间,机器不宜单边载荷,以免影响工件和机器精度,如某些工件确需单边工作时,其载荷不得大于250KN,而且必须二边同时折弯。
11、检查油箱油位,启动油泵检查液压管道、油泵有无异常。
12、发生异常立即停机,检查原因并及时排除。
13、作业完毕,应关闭油泵,退出控制系统程序,切断电源
相关推荐:
上一篇:国内常用脚手架扣件冲压规格
下一篇:钢板板冲压扣件60*48规格型号











 客服寄语
客服寄语