

钢跳板的制作工艺和流程
文章来源:本站阅读量:3996次编辑人:管理员发布时间:2013/11/29 9:19:42
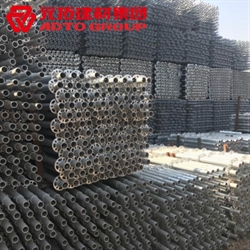
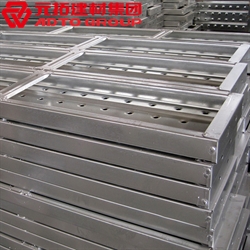
热镀锌钢跳板工艺流程由:开平、分卷、送料、冲孔、压型、在成型部位自动焊接、切断、筋板焊接、焊接点喷漆等工序组成,工艺合理,生产的钢跳板质量可靠,自动焊接的钢跳板焊接点均匀光滑牢固。钢制跳板不仅适用于造船、修船行业的建筑施工,同样也适合建筑、石油平台施工作业。
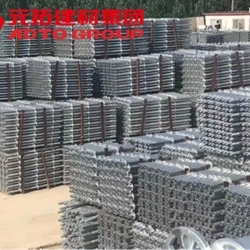
钢跳板的里面的筋板焊接和二头封板的焊接是一块检验钢跳板使用质量的核心部分;钢跳板反面每隔500-700毫米焊一道筋板,中间筋板采用点焊,焊点长度不小于15毫米,焊点不少于6个,焊缝高度2毫米以上。端头板头的焊接应不少7个焊点,特别是二侧的加强焊接,焊缝高度为3毫米。
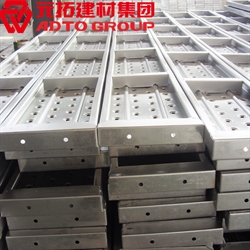
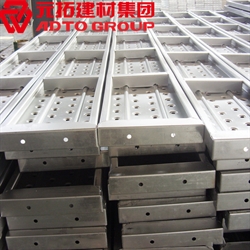
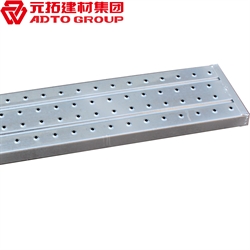
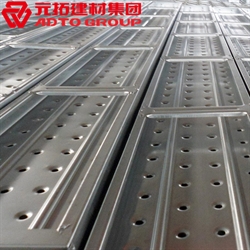
钢跳板的防滑措施很重要,由于钢板本身比木板的摩擦系数小得多,所以对钢跳板必须采取防滑措施,才能保证工人在高空操作时的安全。元拓集团的防滑措施采取:之前第一代主要是面对各大船厂施工要求:防水、防滑;作业面不得少于60宽度;所以设计了面宽为30表面是凹凸孔设计,凹进去是为了防积水;凸出来是为了防滑效果好;防滑孔的位置应充分考虑两脚站立的范围,保证脚站到任何位置,均可踩到3至4个孔,并能保证有一定的摩擦力。为了保证交叉施工的安全性,孔径不宜过大,但也不宜太小。第二代产品综合了同行业的优缺点,也从性价比角度考虑,即将推出的24宽度的钢跳板即可以用作造船也适用于建筑、石油平台所采取的防滑措施是采用了冲孔外翻的5排椭园形冲孔,二侧各加入一根加强筋,保证了牢度、强度。
为防腐和美观,以前的跳板须拯过刷油漆。但是现在元拓集团生产的钢跳板,材质选用是热镀锌的,进货渠道以品牌钢厂为主,锌层保证在80克以上。其防腐功能大大优于刷油漆。
上一篇:门式脚手架的检验与拆卸原则
下一篇:选好一套性价比高的钢跳板尤为重要











 客服寄语
客服寄语