

钢跳板的生产工艺
文章来源:https://www.adtogroup.cn/阅读量:1191次编辑人:管理员发布时间:2024/2/2 0:00:00
有些朋友对钢跳板的使用寿命有些怀疑,这主要是因为对钢跳板厂家的生产工艺不了解。下面我们介绍一下钢跳板的生产工艺:
一、下料及平直: 将3毫米成卷钢板展开,按规定长度气割成短料,用滚床进行平板,然后在较平的钢板上划线,线的间距等于钢跳板的展开宽度34厘米。
二、剪切 用剪板机沿划线剪断,剪切后即成钢跳板的展开尺寸300*34厘米。
三、冲孔 将剪好的毛坯用胎具在冲床上冲孔,为防止冲孔的凸缘毛刺伤鞋,须将毛边回逐,同时可增加其强度,冲孔时,孔的间距不必靠划线来定,用定型杆即可控制。
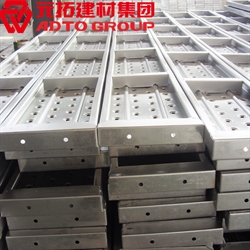
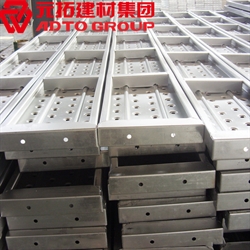
四、压型 将已冲孔的钢板在压力机上压制成所要求的形状,冲好孔的钢板放在冷压胎具内。开动电动油泵,使压力机的两台千斤顶,上升,上下胎具接触。钢板即压成直角型。每块钢板压四次即可成型。

五、焊堵头和挂钩 压型后的钢跳板,两端堵头,须用钢板封堵,并在一端焊上挂钩。制作堵头板前先把挂钩同堵头板焊在一起,挂钩用胎具制成。
六、刷油或镀锌 为了钢跳板的美观及使用寿命的耐腐蚀性能,要对生产好的钢跳板进行刷油或是镀锌。
上一篇:盘扣式脚手架搭建步骤规范
下一篇:购买盘扣式脚手架找哪家?











 客服寄语
客服寄语